Akun jäähdytys ja akun vesijäähdytyslevy
Kansallisen uuden energia-ajoneuvon lämmönhallinnan perusteellisen edistämisen myötä uusi energiaajoneuvoteollisuus on herättänyt yhä enemmän huomiota. Uusien energiaajoneuvojen ytimenä akkujen turvallisuus, käyttöikä, ajomatka ja suorituskyky ovat myös nousseet useimpien käyttäjien huomion kohteeksi. Akkujen suorituskyvyn parantamiseksi, CFD-laskennan käyttöiän pidentämiseksi, ajoneuvojen ajomatkan lisäämiseksi ja tehoakkujen turvallisuusonnettomuuksien estämiseksi akun käyttölämpötilasta on tullut yksi avaintekijöistä.

Kaikista akkujäähdytysratkaisuista nestejäähdytyksestä on tullut valtavirran jäähdytysmenetelmä, joka ylittää ilmajäähdytyksen ja faasimuutosjäähdytyksen suuren ominaislämpökapasiteetin ja korkean lämmönsiirtokertoimensa ansiosta. Tehoakun käytön aikana tuottama lämpö siirtyy elektroniikkakomponenttien ja levymäisen alumiinilaitteen pinnan välisen kosketuksen kautta, ja lopulta jäähdytysaine kuljettaa sen pois virtauskanavassa laitteen levyn sisällä. Tämä levyn muotoinen alumiinilaite on vesijäähdytyslevy.
Myös vesijäähdytyslevyn rakenne ja asettelu vaihtelevat pääasiassa akun tyypin ja akkujärjestelmän yleisen asettelun mukaan. Lisäksi suuren energian akun lämpötilan tasaisuuden varmistamiseksi koko lämmönhallintajärjestelmä ottaa periaatteessa käyttöön usean rinnakkaisen haararakenteen. Mitä pidempi jäähdytyskanava on, sitä vaikeampaa on hallita lämpötilan tasaisuutta.
Akun vesijäähdytyslevyn prosessimuutokset
Sähköajoneuvot ovat kehittyneet varhaisesta tavallisen öljyn muuntamisesta sähköksi akkupakkausratkaisujen optimointiin kustannussäästövaatimuksen mukaisesti, ja myös vesijäähdytyslevyprosessin reitti on muuttunut.
1. Ensimmäisen sukupolven tuote - suulakepuristettu alumiininen vesijäähdytyslevy
Profiilin vesijäähdytyslevyn materiaali on 6-sarjan alumiiniprofiili, jonka paksuus on noin 2 mm. Jousitusrakennetta ei tarvitse käyttää. VDA-moduulit on pinottu suoraan päälle, ja jokaiseen lohkoon on sijoitettu 3-4 moduulia. Veden virtauskanava voidaan myös integroida laatikon pohjaan. Kaikki moduulit on pinottu vesijäähdytyslevylle, ja lujuus on ilmeinen.
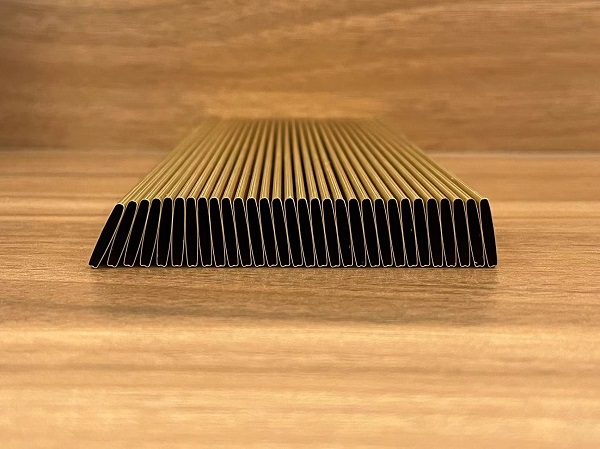
2. Toisen sukupolven tuotteen suorituskyky - pienen leimauslevyn ja pianoputken vesijäähdytyslevyn suorituskyky vaikuttaa tehoakun suorituskykyyn, mikä vaikuttaa suoraan sähköajoneuvojen akun käyttöikään. Useat alumiinilevyt ja kylmälevyt ovat yli kymmenen tai kaksikymmentä kiloa nestettä rajoitettu akun väliin, joten ne syötetään suoraan kylmään palatsiin. Näyttämö. Itse asiassa hitsausprosessia käytetään laajalti autoteollisuudessa. Käytössä on auton etuosan jäähdytyslevy, lauhdutin ja levylämmönvaihdin. Yleensä 3-sarjan alumiini maalataan hitsauskohtaan ja sitten liian korkeassa lämpötilassa (noin 600 °C) hitsausuunissa sulahitsataan, joten työprosessi on suhteellisen yksinkertainen. Käytä samaa prosessia, mutta sovellus on erilainen. Leimauslevy on ensin leimattava mallikappale. Juoksun syvyys on yleensä 2-3,5 mm. Hitsattu toisella tabletilla toisella tabletilla. Huuliputken virtauskanavan poikkileikkaus on samanlainen kuin huuliharppuputken muoto, jonka molemmissa päissä olevat keräimet toimivat yhtymäkohtina, joten sisäinen virtaussuunta voi olla vain suora, eikä sitä voida suunnitella mielivaltaisesti kuin meistetty levy. tiettyjä rajoituksia.
3. Kolmannen sukupolven tuotteet - nestejäähdytyslevyjen integrointi ja integrointi
Kun yksittäisen akkukennon energiatiheys saavuttaa tietyn pullonkaulan, koko paketin energiatiheyttä voidaan kasvattaa vain lisäämällä PACK-ryhmittelynopeutta. Jotta akkupakkaukseen mahtuisi lisää akkuja, moduuli kasvaa koko ajan ja jopa moduulin konsepti peruuntuu, ja paristot pinotaan suoraan laatikkoon, joka on CTP. Samaan aikaan akun vesijäähdytyslevy kehittyy myös suuren levyn suuntaan, joko integroituna laatikkoon tai moduuliin tai tehty isoksi leimatuksi levyksi, joka on tasainen laatikon pohjalle tai peittää akun yläosan. solu.
Kolmesta tyypistä leimauslevytyyppisen nestejäähdytyslevyn toiminnallinen monimutkaisuus on suurempi, koska siihen liittyvät leimaus- ja hitsausvaatimukset ovat erittäin vaativia. Samaan aikaan riippumatta siitä, millaista akun vesijäähdytyslevyn valmistusprosessia käytetään, hitsaus on erittäin tärkeä prosessi. Nykyään vesijäähdytyslevyjen hitsauskäsittelytekniikka on jaettu pääasiassa kolmeen luokkaan: jännitteinen diffuusioliitos, tyhjiöjuotto ja sekoituskitkahitsaus. Tyhjiöjuotteisilla nestejäähdytyslevyillä on joustavan suunnittelurakenteen ja korkean hitsaustehokkuuden ominaisuudet, joten niitä käytetään laajalti sähköajoneuvojen alalla.
Tällä hetkellä nestejäähdytyslevyjen rakenteen asteittaisen monipuolistumisen myötä hitsausprosessien vaatimukset kohoavat ja hitsaus kehittyy myös seuraaviin 6 suuntaan: 1) Paranna hitsauksen energiatehokkuutta, lisää hitsauksen tuottavuutta ja vähentää hitsausta. kustannukset; 2) Parantaa valmistuspajan mekanisointi- ja automaatiotasoa ja parantaa hitsauksen laadun vakautta; 3) Automatisoi hitsausprosessi, parantaa hitsaustuotantoympäristöä ja ratkaista ankarat työolosuhteet; 4) Nousevien teollisuudenalojen kehitys edistää edelleen hitsaustekniikan kehittymistä; 5) Lämmönlähteiden tutkimusta ja kehittämistä ei voida sivuuttaa; 6) Energiaa säästävä tekniikka on yleinen huolenaihe. Yhteenvetona voidaan todeta, että tämä asettaa korkeampia vaatimuksia myös hitsauslaitteiden tutkimukselle ja kehitykselle sekä tuotannolle.